




精细抛光工具
建议使用
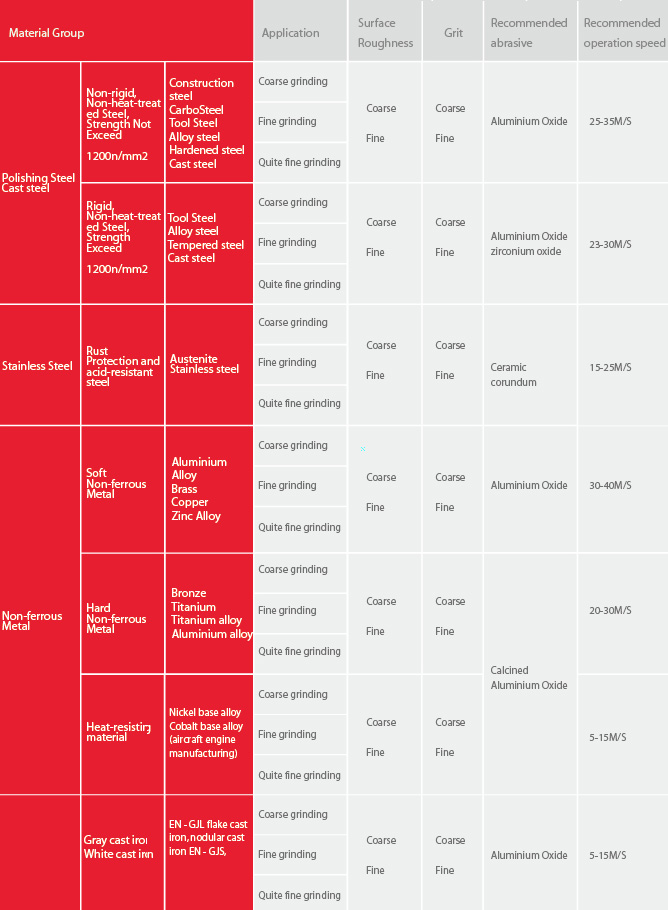
| 器具 | 推荐运行速度(M/S) |
受到推崇的 |
| 5 10 15 20 25 30 35 40 | ||
|
抛光钢,铸件 |

|
第96 页 |
|
抛光不锈钢 |

|
第95 页 |
|
铸钢抛光和粗磨 |
|
第96 页 |
|
高温材料的研磨 |
|
第95 页 |
|
硬质有色金属、钛、青铜、合金的抛光 |
|
第96 页 |
|
软有色金属、黄铜、纯铜、铝 |

|
第96 页 |
|
硬金属,硬质材料层,玻璃,GFK |
|
第96 页 |
|
清仓、磨粮作业 |
|
Page 96 |
|
抛光 |
|
Page 97 |
重要的操作速度会影响您的效率和使用水平

|
例如:
安全注意事项 与刀具直径垂直线和给定操作速度相交的速度。从交点开始,水平方向与左侧相对应的是推荐速度。(R.P.M) |
长短砂带推荐:
主轴安装的瓣轮
|
产品优势 |
应用 |
使用建议 |
||||||||||||||||||
|
|
|
||||||||||||||||||
影响磨削的因素 |
||||||||||||||||||||
|
刀具磨损和工件 |
物料研磨比 |
表面粗糙度 | ||||||||||||||||||
| 降低磨削压力、圆周速度和添加磨削油可降低刀具磨损和工件下降温度 | 为了获得更高的研磨比,建议使用粗砂而不是增加接触压力。 | 应用高研磨速度可以获得光洁的表面。 增加接触压力导致更粗糙的表面。 | ||||||||||||||||||
重要的操作速度会影响您的效率和使用水平

|
安全提示: |
| 为确保安全,请勿超过标示的最高速度; 确保轴夹具深度为 15MM | |
| 主轴装襟翼轮转速 | |
|
切削速度以对角线表示。 代表刀具直径的垂线与给定的切削速度相交(对角线)。 从交点到水平方向左边是对应的转速R.P.M. 主轴安装的襟翼轮和机械。 |
| 上一页 | 1 | 2 | 3 | 4 | 5 | 下一页 |